Фрези: високоточна профільна обробка матеріалів
Створення складних пазів, акуратна обробка кромок або фігурне різання вимагають інструменту, здатного знімати матеріал з мікроскопічною точністю. Фрези справляються з цим завданням завдяки багатолезовій конструкції та роботі на надвисоких обертах. Правильно підібране оснащення перетворює ручний фрезер або верстат з ЧПК на універсальну станцію для створення геометричних форм будь-якої складності.
Підбір ріжучого інструменту під тип сировини
Фізичні властивості заготовки диктують суворі вимоги до форми і складу ріжучої частини. Використання оснащення не за призначенням призводить до псування деталі та руйнування інструменту:
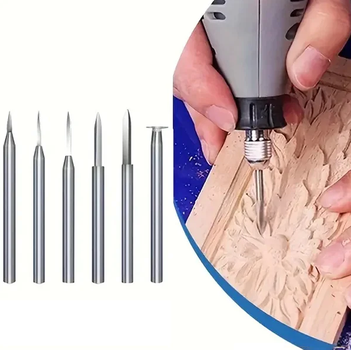
- Для столярних завдань і меблевого виробництва незамінні фрези по дереву, які забезпечують чистий різ деревних волокон без відколів та утворення гару на торцях.
- Промислова металообробка вимагає застосування надтвердих сплавів. Спеціалізовані фрези по металу витримують колосальне нагрівання при вибірці пазів у сталі, алюмінії або чавуні.
- Для свердління точних отворів під комунікації у надтвердій плитці використовуються алмазні фрези по керамограніту, які перетирають матеріал, не залишаючи мікротріщин на крихкій глазурі.
Базові різновиди профілів
| Тип оснащення |
Особливості конструкції |
Основне технологічне призначення |
| Пазові прямі |
Циліндрична форма з вертикальними лезами |
Вибірка прямокутних канавок, шпунтів і чвертей |
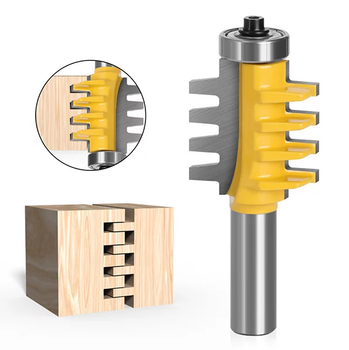
| Кромкові (обгінні) |
Фігурні леза, оснащені упорним підшипником |
Закруглення кутів, створення декоративних плінтусів і карнизів за шаблоном |
| Галтельні |
Округла ріжуча частина без гострих кутів |
Створення напівкруглих заглиблень на площині, імітація різьблення |
| Конусні (V-подібні) |
Леза, що лежать під кутом і сходяться в одну точку |
Глибоке гравіювання, зняття фаски під заданим кутом |
Безпечне налаштування та встановлення
Швидкість обертання шпинделя фрезера може досягати 30 000 обертів на хвилину. Для отримання гладкого зрізу та виключення вібрацій дотримуйтеся суворого алгоритму підготовки до роботи:
- Очистьте цангу від деревного пилу та дрібної металевої стружки перед встановленням хвостовика. Наявність сміття гарантовано призведе до радіального биття.
- Вставте хвостовик у патрон мінімум на 2/3 його довжини (на якісному оснащенні завжди присутня спеціальна лазерна позначка безпечного занурення).
- Відрегулюйте швидкість обертання (RPM). Запам'ятайте правило: чим ширша ріжуча частина насадки, тим нижчими мають бути оберти інструменту.
- Встановіть напрямок подачі фрезера суворо назустріч обертанню лез, щоб інструмент не "тікав" від вас за інерцією.
Експертна порада: Ніколи не намагайтеся вибрати глибокий паз або зняти товстий шар твердого матеріалу за один прохід. Розділіть роботу на кілька етапів, занурюючи різець у заготовку не більше ніж на 3–5 міліметрів за раз. Це вбереже мотор вашого обладнання від перевантаження, а саму насадку — від критичного перегріву та раптового відриву твердосплавних напайок.
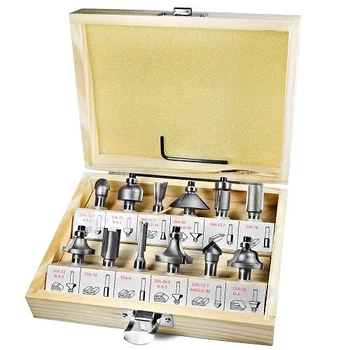
Формування професійного арсеналу
Для вирішення різноманітних інженерних та столярних завдань набагато вигідніше купувати готові набори фрез. Вони постачаються в ударостійких дерев'яних або пластикових ложементах, які запобігають тертю крихких карбідних лез одне об одне під час транспортування. Наявність під рукою повного комплекту ходових профілів дозволяє майстру не переривати робочий процес і реалізовувати проєкти будь-якої архітектурної складності без втрати якості.